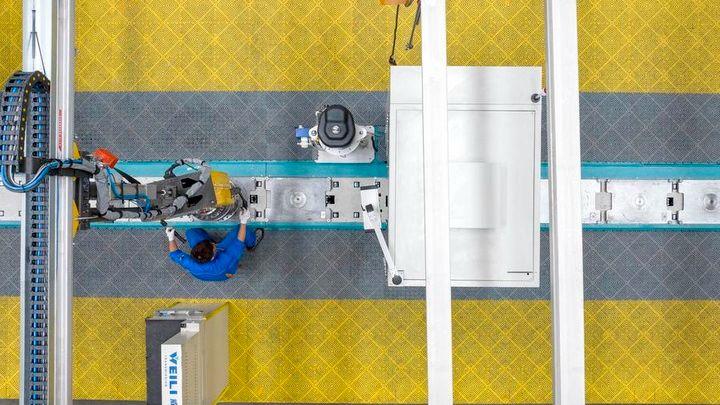

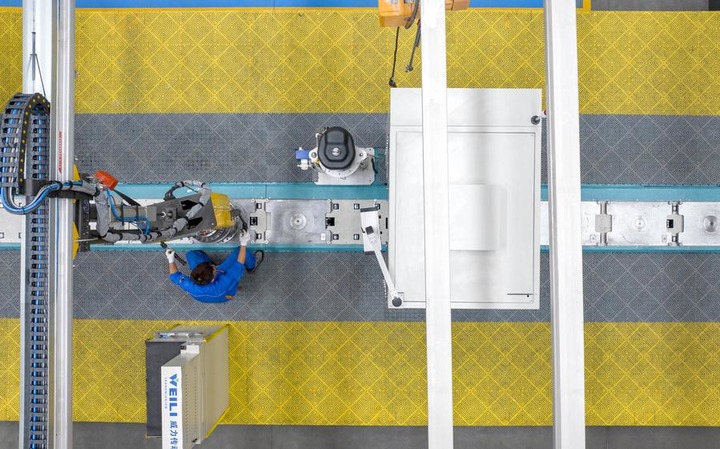
In this aerial drone photo, a staff member operates digital equipment to process machine components at a manufacturing enterprise in Yinchuan, northwest China's Ningxia Hui Autonomous Region, Aug. 28, 2024. (Xinhua/Yang Zhisen)
BEIJING, Sept. 26 (Xinhua) -- Driven by the maturing technologies such as artificial intelligence (AI), 5G and industrial internet in recent years, intelligent transformation and digitization of China's manufacturing industry has seen rapid development, beginning to integrate into the core links of production practice and offer solutions for enterprises.
-- Enabling enterprises to excel
According to data from China's Ministry of Industry and Information Technology (MIIT), the country has 62 "lighthouse factories", accounting for 40 percent of the world's total, with 421 state-level demonstration factories of intelligent manufacturing and more than 10,000 provincial-level digital workshops and intelligent factories.
Intelligent and digital technologies make production faster and more accurate, which leads to products with better quality and cost efficiency, thus enabling enterprises to stand out in the global market.
Located in the city of Liyang in east China's Jiangsu Province, Jiangsu Contemporary Amperex Technology Limited (JCATL) was listed as a "lighthouse factory" at the end of 2023, marking the third one under Chinese battery giant CATL, who owns the only three "lighthouse factories" specialized in lithium battery currently in the world.
In JCATL's manufacturing and assembling factory, the production line can produce a battery cell every second and a battery pack every 2.5 minutes, through comprehensive utilization of digital technologies.
With intelligent transformation, the company's production capacity has been improved by 320 percent, whereas the manufacturing costs, carbon emissions and quality defects reduced by 33, 47.4 and 99 percent, respectively, according to Chen Ling, a representative with JCATL.
At the meantime, the company applies holistic digital management with innovative technologies including Internet of things (IoT), AI and cloud computing, achieving real-time monitoring of production data, as well as the transparency and traceability of supply chains.
-- From optional to essential
Confronting the complex and changeable external environment, more and more entrepreneurs have come to realize that promoting intelligent transformation and digitization is no longer an option, but an essential move concerning the survival and growth of enterprises.
China's BOE Technology Group, one of the world's largest manufacturers in the semiconductor display industry, pays extensive attention to AI, according to Chen Yanshun, chairman of the company, describing the development of AI as beyond imagination.
With 1.5 percent of R&D expenses allocated to AI development, the company has started to build core technological capacities on big model training, big data, IoT and such, so as to promote profound integration of AI and the industry, Chen introduced.
For traditional industries, intelligent transformation and digitization is an important ladder to leapfrog towards new quality productive forces and making new breakthroughs.
Liao Zengtai, chairman of Wanhua Chemical, said that the company has applied digital and intelligent transformation as its principle of management this year, promoting its production methods toward being high-end, intelligent and green. This is to further improve the efficiency of internal operation and external coordination, consolidate sustainable competitive advantages, and realize high-quality development, according to Liao.
With AI technology, time consumed on experiment is significantly shortened, said Liao, giving the example that AI can sort out 156 solutions out of more than 14,000 candidates, and then further screen out the final four through iteration and optimization, leading to satisfying results of experiments.
With manufacturers embracing digital and intelligent technologies, many technological developers are also facing development opportunities.
In addition to the biopharmaceutical industry, AI can also be applied in green chemistry, agriculture and other sectors, said Ren Feng, co-CEO of Insilico Medicine, a globally leading AI-driven biotech company.
For instance, Syngenta Group, an agriculture innovation company, is a partner of Insilico Medicine, said Ren, introducing that both parties are committed to applying AI to botanical science and agriculture, so as to sooner discover new molecules and develop more effective and environmental-friendly crop protection products.
Industry insiders believe that intelligent transformation and digitization have ascended from demonstration cases to more common applications, and are expected to go wider, deeper and more solid through practices in various sectors. (Edited by Yu Huichen with Xinhua Silk Road, yuhuichen@xinhua.org)
 A single purchase
A single purchase